





























Możliwe przyczyny uszkodzeń laminowanego szkła i roztworów
Jimy glass
oryginalny
2018-05-28 15:55:08
Szkło laminowane jest kompozytowym produktem szklanym wykonanym z dwóch lub więcej kawałków szkła (szkło hartowane lub annea ze szkła led) i warstwę materiału organicznego wciśniętą i wciśniętą pomiędzy dwie warstwy szkła i ogrzaną i sprasowaną. Powszechnie stosowaną warstwą klejącą do materiałów organicznych jest folia octu winylowo-winylowego (folia PVB), folia PVB ma wyjątkową doskonałą wydajność, dobry wskaźnik optyczny folii, przepuszczalność światła sięga ponad 90%, odporność na ciepło, odporność na zimno, odporność na uderzenia, elastyczność, odporność na wilgoć i właściwości przeciwstarzeniowe są bardzo dobre. Szkło laminowane ma wytrzymałą, elastyczną i penetrującą warstwę pośrednią, która może wytrzymać duże siły uderzenia. Nawet jeśli szkło się zepsuło, wióry nadal przylepiają się folią, co zapewnia wysoki poziom bezpieczeństwa.
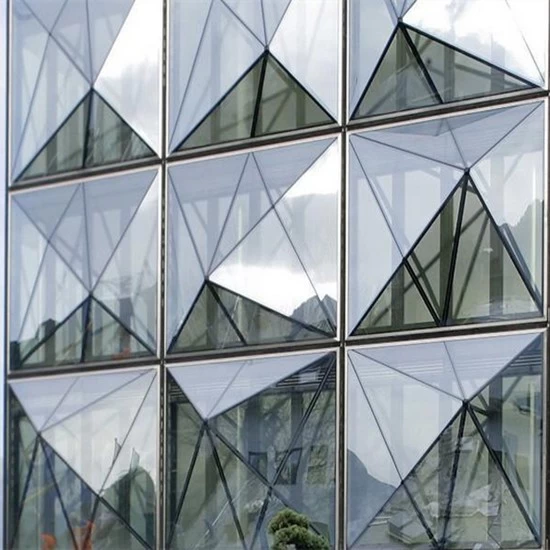
Szkło laminowane jest ważną częścią szkła architektonicznego, ale w procesie produkcyjnym istnieją pewne wady szkła laminowanego, które mają wpływ na zastosowanie. Tutaj analizujemy wygląd jego wad jakości i wad jakości wykonania i rozwiązań.
1. Oryginalne wady szkła:
Jako oryginalne szkło (Jasne szkło float/ szkło barwione) ze szkła laminowanego musi spełniać wymagania dotyczące jego zastosowania, odkształcenia optyczne, wtrącenia bąbelkowe, kamienie, zmarszczki, bryły itp. pochodzą z oryginalnego szkła, dlatego w procesie produkcji oryginalne szkło powinno być ściśle testowane, odrzucić niewykwalifikowane szkło.
2. Zarys, ślad wodny:
Rysy i ślady wody na ogół występują podczas wstępnej obróbki szkła. Podczas etapu cięcia, czy platforma tnąca lub platforma wyładowcza jest czysta czy nie, w znacznym stopniu decyduje o zadrapaniach. Rozwiązaniem jest wyregulowanie wysokości noża powietrznego w zależności od grubości szkła, dostosowanie prędkości czyszczenia w zależności od aktualnej sytuacji i dostosowanie kąta szyby podczas czyszczenia.
3. Pęcherzyki:
Bąbelki na krawędziach szkła lub pęcherzyki na całym kawałku szkła: Podczas przetwarzania szkło laminowane, szkło oddzielone przez siły zewnętrzne, lub powietrze wchodzi do filmu wewnątrz laminowanego szkła spowoduje pęcherzyki. Rozwiązanie: Materiał wspornika roboczego jest wykonany z twardszego materiału i zwiększa się nagrzewanie wstępne. Temperatura zapewnia szczelność krawędzi szkła. Przeanalizuj parametry procesu obróbki wstępnej i prawidłowo oddaj sprzęt. Temperaturę powierzchni szkła można zwiększyć, ale lepszym sposobem jest zmniejszenie prędkości roboczej obróbki wstępnej.
4. Film wytwarza zmarszczki i wady wzroku:
Folia jest pulowana led, gdy jest cięta, a folia jest wycofywana po cięciu, powodując, że niektóre krawędzie nie mają folii; kluczem do tego procesu jest zapewnienie równomiernego ogrzewania i wystarczającej wentylacji pomiędzy szkłem i PVB, jeśli walec jest nierówny, a grzanie nie jest równomierne, proces wstępnego zwiększania ciśnienia może spowodować niedostateczne spalanie lub przedwczesne uszczelnienie folii, jako pozostałości pęcherzyków, nierówna grubość warstwy i zanieczyszczenia mogą powodować wady wizualne, takie jak krzywe, ciemne smugi i plamki. Rozdzielczość: W przypadku filmowania kluczem jest umieszczenie folii płasko na szkle i upewnienie się, że nie ma zmarszczek między filmy; przed wejściem do autoklawu utrzymywanie temperatury powierzchni szkła laminowanego w temperaturze 21 ° C-27 ° C może pomóc w uniknięciu powstawania zmarszczek i zmniejszaniu wad wizualnych.
5. Odgniatanie
Głównym powodem odśluzowywania jest to, że przyczepność pomiędzy laminowaną folią szklaną a szkłem jest zbyt niska. Rozwiązanie: Sprawdź, czy jakość wody w pralce jest mniejsza niż 15us. Sprawdź, czy używasz zbyt dużo lub za mało detergentu. Uszkodzony materiał (taki jak olej do cięcia lub detergent) pozostawia się na szklanej powierzchni. Sprawdź, czy zużycie szczotek lub pozycja jest czysta. Zbyt wysoka, sprawdź wilgotność folii, wilgotność jest zbyt wysoka, aby zmniejszyć przyczepność szkła, wilgotność względna komory splicingu to kontrola led przy 25 do 30%, a wypaczenie szkła lub kierunek łączenie szkła jest nieprawidłowe (szczególna uwaga dotyczy szkła hartowanego).Wraz z rozwojem nauki i technologii oraz rozwojem produktywności, a także świadomości ludzi w zakresie bezpieczeństwa i oszczędzania energii. Szkło laminowane będzie nadal stosowane na większej liczbie pól i w znacznym stopniu ograniczy zużycie energii w budynkach. Stanie się to nowym środkiem służącym do oszczędzania energii w budynkach w kraju. Będziemy ściśle kontrolować wszystkich techników i operatorów na miejscu, aby działali w ścisłej zgodności z przepisami technologicznymi. Popraw wydajność i obniż koszty produkcji. Zapewnij produkty najlepszej jakości.
