





























टुकड़े टुकड़े में काँच हो दोष और उसके समाधान के रास्ते
SHENZHEN JIMY GLASS CO.LTD
मूल
2016-12-03 13:43:08
टुकड़े टुकड़े में काँच स्थायी रूप से बंधुआ के साथ एक की फिल्म कांच की दो या अधिक परतों से बना है (PVB / SGP / EVA) एक नियंत्रित, अत्यधिक दबाव और औद्योगिक ताप प्रक्रिया के माध्यम से।
वास्तविक उत्पादन की प्रक्रिया में गुणवत्ता टुकड़े टुकड़े में काँच दोषों के दो प्रकार, दोष और प्रदर्शन गुणवत्ता दोष की उपस्थिति में विभाजित किया जा सकता। यहाँ हम विभिन्न दोषों पर आधारित कर रहे हैं थे उनके कारणों और समाधान पर चर्चा की:
1 मूल फ्लोट ग्लास दोष
गरीब गुणवत्ता मूल फ्लोट ग्लास अशुद्धता, outofflatness और अन्य गुणवत्ता के दोषों, के साथ इसलिए, उत्पादन की प्रक्रिया में सभी कच्चे फ्लैट कांच की एक सख्त कसौटी होने चाहिए, के अयोग्य कच्चे फ्लैट गिलास से छुटकारा।
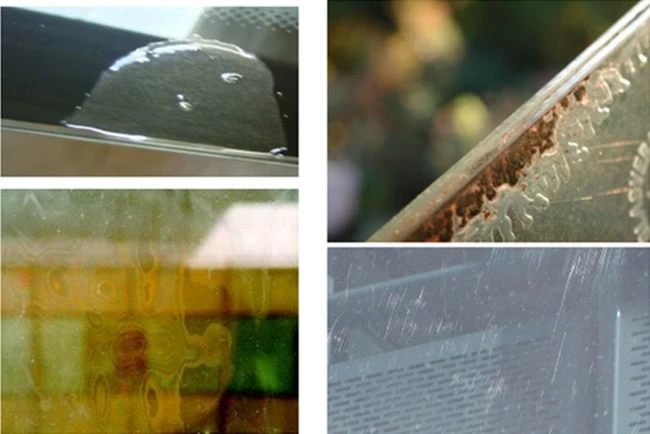
2.Scratch, जंग पानी दाग
खरोंच और जंग पानी दाग होने में pretreatment, काटने, संसाधित पर कटिंग मंच साफ है या नहीं है, कैसे करने के लिए ज्यादा का फैसला और बाद खत्म बढ़त पॉलिश की सफाई करने के लिए, हवा चाकू स्थान गलत है खरोंच, जंग पानी दाग, के कारण हो पर आकार, पवन दबाव पानी संलग्न कांच की सतह पर सूखी नहीं किया गया जिसके परिणामस्वरूप छोटा है, , समाधान रास्ता करने के लिए अलग कांच की मोटाई के अनुसार है, हवा चाकू की ऊँचाई समायोजित करें, वास्तविक स्थिति के अनुसार सफाई की गति समायोजित करने के लिए, भी समायोजित बिछाने जब सफाई गिलास कोण।
3. बुलबुले
वास्तविक उत्पादन की प्रक्रिया में गुणवत्ता टुकड़े टुकड़े में काँच दोषों के दो प्रकार, दोष और प्रदर्शन गुणवत्ता दोष की उपस्थिति में विभाजित किया जा सकता। यहाँ हम विभिन्न दोषों पर आधारित कर रहे हैं थे उनके कारणों और समाधान पर चर्चा की:
1 मूल फ्लोट ग्लास दोष
गरीब गुणवत्ता मूल फ्लोट ग्लास अशुद्धता, outofflatness और अन्य गुणवत्ता के दोषों, के साथ इसलिए, उत्पादन की प्रक्रिया में सभी कच्चे फ्लैट कांच की एक सख्त कसौटी होने चाहिए, के अयोग्य कच्चे फ्लैट गिलास से छुटकारा।
2.Scratch, जंग पानी दाग
खरोंच और जंग पानी दाग होने में pretreatment, काटने, संसाधित पर कटिंग मंच साफ है या नहीं है, कैसे करने के लिए ज्यादा का फैसला और बाद खत्म बढ़त पॉलिश की सफाई करने के लिए, हवा चाकू स्थान गलत है खरोंच, जंग पानी दाग, के कारण हो पर आकार, पवन दबाव पानी संलग्न कांच की सतह पर सूखी नहीं किया गया जिसके परिणामस्वरूप छोटा है, , समाधान रास्ता करने के लिए अलग कांच की मोटाई के अनुसार है, हवा चाकू की ऊँचाई समायोजित करें, वास्तविक स्थिति के अनुसार सफाई की गति समायोजित करने के लिए, भी समायोजित बिछाने जब सफाई गिलास कोण।
3. बुलबुले
A. छोटे बुलबुले ग्लास धार में
आटोक्लेव में दबाव सामान्य करने के लिए, पुनर्स्थापित किया जाता है जब आटोक्लेव की प्रारंभिक अवस्था में, कांच और फिल्म तापमान (विशेष रूप से ऊपरी आधे गिलास किनारे में) अभी भी उच्च रहे हैं। इस समस्या का मुख्य कारण यह है जब गैस फिल्म के किनारे से छुट्टी मिल जाएगी, तो आटोक्लेव के समय पूरी तरह से असंक्षिप्तिकरण के बजाय आटोक्लेव दरवाजा जब समय खोला गया।
समाधान तरीका
आटोक्लेव के शीतलन समय कांच के तापमान तक का विस्तार और फिल्म पूरी तरह से करने के लिए 40 ℃ के बारे में कम हो गया था। आटोक्लेव ले पूरी तरह से decompressed किया गया था, तो तुरंत दरवाजा खोला, और ग्लास तापमान मापा। तापमान और आटोक्लेव तापमान की तुलना प्रदर्शित मान, यदि विचलन बड़ी है, तापमान संवेदक उपकरण को दूर करने के लिए आपको, सेंसर या बर्फ के पानी 0 ℃ में पानी 100 ℃ उबलते में रखा जा सकता।
B. आंशिक बुलबुला गठन
यदि रोलिंग-टाइप pretreatment प्रक्रिया के तहत, कांच के पीछे होती है बुलबुला पूर्व उपचार के कारण तापमान बहुत अधिक है। बहुत जल्दी फिल्म के किनारे सील, बुलबुला इंकार नहीं किया जा सकता।
समाधान: तापमान कम या हीटर का हिस्सा बंद चालू करने के लिए कन्वेयर गति ऊपर स्पीड
4. फिल्मों है झुर्रियाँ और दृश्य दोष
फिल्म गया फिल्म निश्चित रूप कोई फिल्म; कुछ किनारे साइड में जिसके परिणामस्वरूप, काटने के बाद काटने, में खींच लिया संसाधन कुंजी निकास, वर्दी और पर्याप्त ताप असमान और हीटिंग रोलिंग एक समान नहीं है, तो PVB बीच कांच दबाव निकास पूर्व सुनिश्चित करने के लिए अपर्याप्त निकास या समय से पहले किनारे-सील की फिल्म में परिणाम हो सकता है। अवशिष्ट हवा बुलबुले के कारण, असमान फिल्म मोटाई और दोष घटता, अंधेरे धारियाँ और धब्बे जैसे दृश्य दोष पैदा कर सकता है।
समाधान:
फिल्म को संभालने में, यह फिल्म फ्लैट कांच पर रखने के लिए और सुनिश्चित करें कि है कोई झुर्रियों के बीच फिल्मों के लिए महत्वपूर्ण है; आटोक्लेव, wrinkling को रोकने में मदद करने के लिए और दृश्य दोष को कम करने के लिए प्रवेश करने से पहले टुकड़े टुकड़े में काँच 21℃__27℃ पर सतह के तापमान को बनाए रखने के लिए।
5. delamination
Delamination के लिए मुख्य कारण यह है कि टुकड़े टुकड़े में काँच फिल्म और कांच के बीच आसंजन बहुत कम है।
आटोक्लेव में दबाव सामान्य करने के लिए, पुनर्स्थापित किया जाता है जब आटोक्लेव की प्रारंभिक अवस्था में, कांच और फिल्म तापमान (विशेष रूप से ऊपरी आधे गिलास किनारे में) अभी भी उच्च रहे हैं। इस समस्या का मुख्य कारण यह है जब गैस फिल्म के किनारे से छुट्टी मिल जाएगी, तो आटोक्लेव के समय पूरी तरह से असंक्षिप्तिकरण के बजाय आटोक्लेव दरवाजा जब समय खोला गया।
समाधान तरीका
आटोक्लेव के शीतलन समय कांच के तापमान तक का विस्तार और फिल्म पूरी तरह से करने के लिए 40 ℃ के बारे में कम हो गया था। आटोक्लेव ले पूरी तरह से decompressed किया गया था, तो तुरंत दरवाजा खोला, और ग्लास तापमान मापा। तापमान और आटोक्लेव तापमान की तुलना प्रदर्शित मान, यदि विचलन बड़ी है, तापमान संवेदक उपकरण को दूर करने के लिए आपको, सेंसर या बर्फ के पानी 0 ℃ में पानी 100 ℃ उबलते में रखा जा सकता।
B. आंशिक बुलबुला गठन
यदि रोलिंग-टाइप pretreatment प्रक्रिया के तहत, कांच के पीछे होती है बुलबुला पूर्व उपचार के कारण तापमान बहुत अधिक है। बहुत जल्दी फिल्म के किनारे सील, बुलबुला इंकार नहीं किया जा सकता।
समाधान: तापमान कम या हीटर का हिस्सा बंद चालू करने के लिए कन्वेयर गति ऊपर स्पीड
4. फिल्मों है झुर्रियाँ और दृश्य दोष
फिल्म गया फिल्म निश्चित रूप कोई फिल्म; कुछ किनारे साइड में जिसके परिणामस्वरूप, काटने के बाद काटने, में खींच लिया संसाधन कुंजी निकास, वर्दी और पर्याप्त ताप असमान और हीटिंग रोलिंग एक समान नहीं है, तो PVB बीच कांच दबाव निकास पूर्व सुनिश्चित करने के लिए अपर्याप्त निकास या समय से पहले किनारे-सील की फिल्म में परिणाम हो सकता है। अवशिष्ट हवा बुलबुले के कारण, असमान फिल्म मोटाई और दोष घटता, अंधेरे धारियाँ और धब्बे जैसे दृश्य दोष पैदा कर सकता है।
समाधान:
फिल्म को संभालने में, यह फिल्म फ्लैट कांच पर रखने के लिए और सुनिश्चित करें कि है कोई झुर्रियों के बीच फिल्मों के लिए महत्वपूर्ण है; आटोक्लेव, wrinkling को रोकने में मदद करने के लिए और दृश्य दोष को कम करने के लिए प्रवेश करने से पहले टुकड़े टुकड़े में काँच 21℃__27℃ पर सतह के तापमान को बनाए रखने के लिए।
5. delamination
Delamination के लिए मुख्य कारण यह है कि टुकड़े टुकड़े में काँच फिल्म और कांच के बीच आसंजन बहुत कम है।
समाधान:
पानी की गुणवत्ता के कपड़े धोने की मशीन है 15us नीचे की जाँच करें, डिटर्जेंट, कांच की सतह बहुत अधिक या बहुत कम का उपयोग (जैसे काटने तेल या डिटर्जेंट), अशुद्ध चेक सफाई ब्रश या वस्त्र भी उच्च छोड़ दिया या नहीं की जाँच करें, फिल्म नमी की जांच आर्द्रता ग्लास आसंजन, 25 से 30% में फिल्म रूम सापेक्षिक आर्द्रता नियंत्रण के सापेक्ष की डिग्री को कम करने के लिए बहुत अधिक है , की जाँच करें ग्लास ताना या दिशा का एक टुकड़ा सही (टेम्पर्ड ग्लास पर विशेष ध्यान के साथ) नहीं है।
पानी की गुणवत्ता के कपड़े धोने की मशीन है 15us नीचे की जाँच करें, डिटर्जेंट, कांच की सतह बहुत अधिक या बहुत कम का उपयोग (जैसे काटने तेल या डिटर्जेंट), अशुद्ध चेक सफाई ब्रश या वस्त्र भी उच्च छोड़ दिया या नहीं की जाँच करें, फिल्म नमी की जांच आर्द्रता ग्लास आसंजन, 25 से 30% में फिल्म रूम सापेक्षिक आर्द्रता नियंत्रण के सापेक्ष की डिग्री को कम करने के लिए बहुत अधिक है , की जाँच करें ग्लास ताना या दिशा का एक टुकड़ा सही (टेम्पर्ड ग्लास पर विशेष ध्यान के साथ) नहीं है।