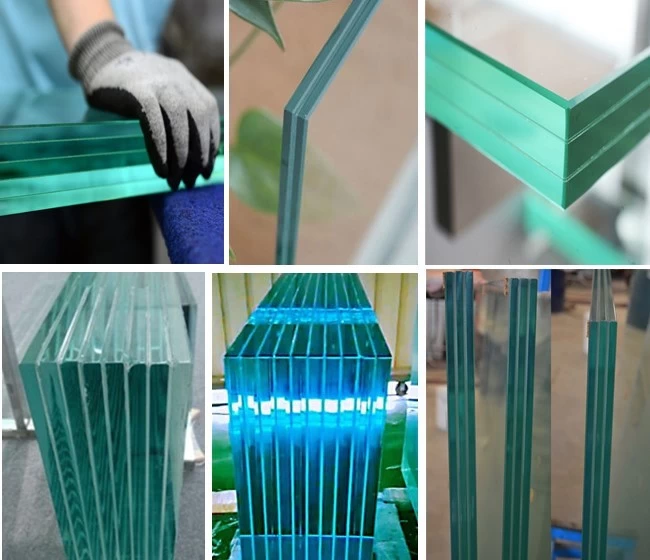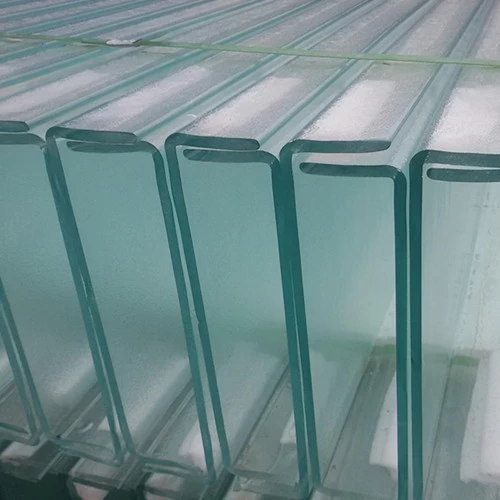






Dlaczego odseparowane szkło laminowane?
Odgazowanie polega na oddzieleniu szkła od folii po zakończeniu laminowanego szkła lub zainstalowaniu led. Rodzaj odśluzowywania ma kształt promienia, ślimaka lub kształtu palca oraz rozłączenie boków.
Powód odśluzowania:
1. Rozrzedzanie folii: ze względu na jakość surowców lub sposób załadunku i rozładunku przed autoklawem, niewłaściwe użycie klipsów.
2. Szkło nie jest dobrze dopasowane.
3.W szkle laminowanym znajdują się cząsteczki oleju, detergentu, wody itp., Które powodują zabrudzenie szklanej powierzchni, a szklana powierzchnia ma wodę, dzięki czemu folia i szkło nie są mocno związane.
4. Wnętrze autoklawu jest wilgotne, powodując zawilgocenie w szklanej warstwie pośredniej.
5. Ze względu na przechowywanie i inne powody, folia o wysokiej zawartości wilgoci jest wytwarzana, a wilgoć w folii nie może być wykluczona.
Jak zapobiec odśluzowaniu laminowanego szkła?
1. Popraw metodę ładowania, utrzymuj szklankę w pozycji pionowej i zachowaj pewną szczelinę między sobą podczas wchodzenia do autoklawu i posiadaj odpowiednie punkty podparcia; uszczelnienie rolki dociskowej powinno być dobre i nie powinno być kompensowane przez duży zacisk siły, gdy nie jest dobry, w trakcie procesu produkcji Wymagane jest ścisłe parowanie, aby zapewnić wzrost dopasowania szkła.
2. Ze względu na hartowaną deformację szkło hartowane, stopień dopasowania nie jest dobry, i istnieją ścisłe wymagania dotyczące płaskości, kształtu łuku i współczynnika kształtu hartowanego szkła przeznaczonego do laminowania. Hartowane szkło laminowane, którego nie można poprawić w kształcie fali, jest ściśle dopasowane do procesu produkcyjnego, aby zapewnić równomierne odkształcenie; w razie potrzeby grubość PVB można zwiększyć, aby zapewnić, że szkło laminowane nie jest odgumowane.
3. szkło oszklone należy go wyczyścić i osuszyć, zanim będzie można go sfilmować, aby uniknąć nadmiernego zawilgocenia międzywarstwy. Czystość, temperatura i wilgotność komory splicingu powinny być kontrolowane led w wymaganym zakresie, aby zapewnić, że proces spawania jest wolny od zanieczyszczeń.
4. Jeżeli brzeg jest odgumowany, a zawartość wody w folii PVB jest wysoka, można stwierdzić, że w autoklawie jest woda. Źródło wody autoklawowej należy sprawdzić, aby zapewnić suszenie w autoklawie. Kontroluj warunki przechowywania folii i mierz zawartość wody w folii przed użyciem, aby zapewnić, że zawartość wilgoci w folii PVB jest akceptowalna po połączeniu folii.